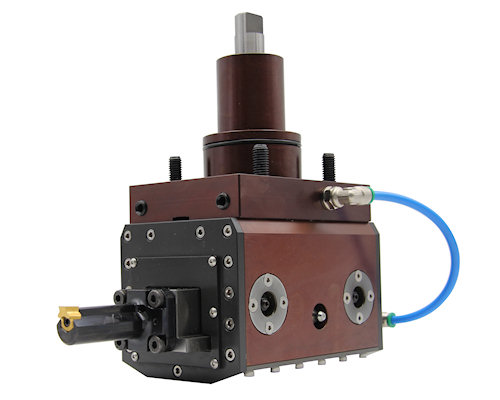



ÊI≤€¿≠µ∂ø…÷±Ω”‘⁄îµ(sh®¥)øÿÐá¥≤°¢º”π§÷––ƒªÚ„ä¥≤…œ”√”⁄–Ë“™÷±æÄ«–∏Óµƒº”π§þ^≥ã¨ø…þm”√È_≤€°¢º”π§ÊI≤€°¢É»(n®®i)Õ‚˝XðÜ£¨∂≈Ω^¡ÀŸè÷√å£òI(y®®)‘O(sh®®)lj∫Õ÷ÿ–¬—bäAµ»≤ª±ÿ“™µƒªÓÑ”£¨ÊI≤€¿≠µ∂‘⁄¥_±£¿≠œ˜º”π§π§Àᵃըïr£¨≤ªï˛∏……Ê‘≠”–∆‰À˚π§ÀᵃþM(j®¨n)––°£
ÊI≤€¿≠µ∂“ýø…‘⁄≤Â¥≤∫Õ≈£Ó^≈Ÿ¥≤…œ π”√£¨ø…ÕÍ√¿åç(sh®™)¨F(xi®§n)ǘΩy(t®Øng)µ∂æþπ¶ƒÐ°£
ÊI≤€¿≠µ∂æþ”–Õ®”√–Õµƒµ∂óUº∞ø…∏¸ìQµ∂∆¨µƒÃÿ–‘£¨ø…þm”√Ðá¥≤°¢º”π§÷––ƒ°¢„ä¥≤°¢≤Â¥≤°¢≈£Ó^≈Ÿ¥≤…œµ»°£
ÊI≤€¿≠µ∂µƒµ∂óUÓ^≤ø∫Õµ∂∆¨æþ”–òOèä(qi®¢ng)ÑÇ–‘£¨¥_±£µ∂∆¨µƒµ∂»–‰h¿˚≤¢æþ”–ÈLµƒ π”√â€√¸°£
ÊI≤€¿≠µ∂µƒº”π§ƒÐþ_(d®¢)µΩ∑«≥£¿ÌœÎµƒ±Ì√Êπ‚ùç∂»°£
ÊI≤€µ∂∆¨µƒµ∂∆¨∫≠…w¡ÀÀ˘”–◊Ó≥£“䵃º”π§≥þ¥Á£¨≤¢«“÷π©≤ªÕ¨µƒπ´≤Óµ»ºâ°£
ø…∏˘ì˛(j®¥)øÕëÙµƒ“™«Û‘O(sh®®)”ãÃÿ ‚µƒËǺ˛≥þ¥ÁªÚµ∂æþ–ŒÝÓ°£
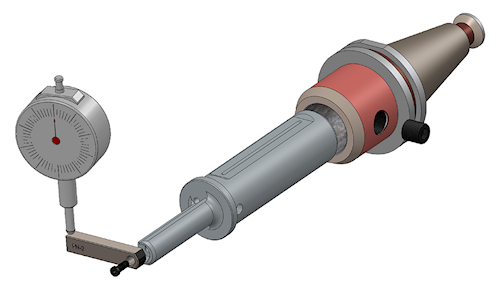
ÊI≤€¿≠µ∂”…¥„ª∫Õªÿªµƒπ§æþ‰ì÷∆≥…£¨∑≈÷√µ∂∆¨µƒµ∂óUÓ^≤ø”≤ªØø…þ_(d®¢) 58/60 HRC£¨æþ”–òO∏þµƒøπâ∫–‘£¨±£◊C¡À’˚ÇÄ¿≠µ∂ÈLâ€√¸÷Ð∆⁄°£
ÊI≤€¿≠µ∂…œ‘O(sh®®)”–3.5 mm µƒø◊£¨”√”⁄π©ë™(y®©ng)¿‰Ös“∫°£≥˝¡Àùôª¨∫Õ¿‰Ösµ∂∆¨Õ‚£¨¿‰Ös“∫þÄ”√”⁄墿≠œ˜ªÚÈ_≤€Æa(ch®£n)…˙µƒ«––ºèƒ√§ø◊÷–≈≈≥ˆ°£
ÊI≤€¿≠µ∂æþ”–É…∑N≤Âø⁄÷±èΩ£®¶’25 ∫Õ¶’32£©°£ √øÇÄ≤Âø⁄÷±èΩ∂º÷ß≥÷É…∑Nµ∂æþ£∫òÀ(bi®°o)ú (zh®≥n)µ∂æþ∫ÕÈLµ∂æþ£®‘⁄¥˙¥a÷–”√∫ÛæY°∞L°±òÀ(bi®°o)◊R£©°£Œ“ÇÉþÄï˛∏˘ì˛(j®¥)øÕëÙ–Ë«Û…˙Æa(ch®£n)æþ”–Ï`ªÓ–‘∏þµƒÃÿ ‚µ∂æþ°£
ÊI≤€¿≠µ∂Õ®þ^≈‰∫œ“rÃ◊£¨ø…“‘‘⁄õ]”–YðSµƒÐá¥≤…œ’{(di®§o)’˚≈cπ§º˛ÕÍ»´å¶˝R£¨‘⁄þM(j®¨n)––º”π§°£
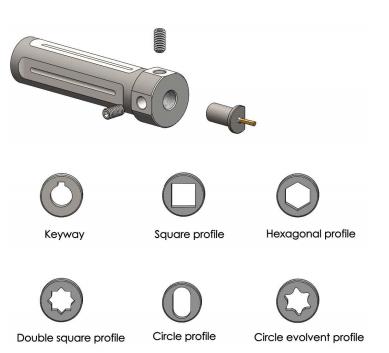
ÊI≤€¿≠µ∂ø…“‘þM(j®¨n)––À˘”–≈c¿≠µ∂È_≤€ªÚº”π§ÊI≤€”–ÍP(gu®°n)µƒº”π§ªÓÑ”°£¿˝»Á£¨ π”√Ãÿ ‚π§æþ“≤ø…“‘àÃ(zh®™)––∑Ω–Œø◊°¢ŒÂþÖ–Œø◊∫Õ¡˘þÖ–Œø◊“‘º∞ùuÈ_æÄ˝Xµƒº”π§°£
Æî(d®°ng)–Ë“™àÃ(zh®™)––¥ÛÊI≤€º”π§ïr£¨◊Ó∫√∑÷É…≤ΩþM(j®¨n)––≤Ÿ◊˜£∫“ªÇÄ¥÷º”π§ÎA∂Œ£¨»•≥˝¥Ûºs 50% µƒ≤ƒ¡œ£¨“ªÇÄæ´º”π§ÎA∂Œ£¨º”π§µΩÀ˘–˵ƒ≥þ¥Á°£þ@ò”º»ø…“‘±Ð√‚µ∂æþ…œµƒþ^∂»â∫¡¶£¨≤¢Õ¨ïr∏ƒ…∆æ´∂»∫Õ±Ì√Ê°£
µ∂∆¨”…ü˝ΩY(ji®¶)∫œΩ÷∆≥…£¨Ωõ(j®©ng)ü·Ãé¿Ì∫Û£¨”≤∂»ø…þ_(d®¢)µΩ 72 HRC°£ø…åç(sh®™)¨F(xi®§n)‰ìº˛◊Ó¥Û 0.2 mm µƒ‘ˆ¡ø£¨ËTËFº˛◊Ó¥Û 0.3 mm µƒ‘ˆ¡ø£¨∂¯≤ªï˛∞l(f®°)…˙îý¡—°£µ∂∆¨ø…þM(j®¨n)–– TiN Õø唣¨æþ”–øπƒ•∫Õ∑¿’≥µƒÃÿ–‘°£Õ¨ïrø…Õ®þ^å¶ËǺ˛µƒÇ»(c®®)√ÊþM(j®¨n)––—–ƒ•£¨ø…÷ÿ–¬å¢∆‰ƒ•¿˚°£
ø…“‘º”𧵃≤ƒ¡œ∞¸¿®£∫
• ∏þ∫œΩ∫ÕµÕ∫œΩµÕú‰ì£¨“‘º∞∑«∫œΩ‰ì£ª
• ≤ª‰P‰ì°¢¥„ª∫Õªÿª‰ì°¢ËTËFP£ª
• ∑«ËF≤ƒ¡œ£¨»Á‰X∫œΩ∫Õ‚Å£ª
• „~∫œΩ°¢«ý„~∫Õπ§≥ÃÀСœ°£




µÿ ÷∑£∫÷–ᯠÍÉŒ˜ °Œ˜∞≤ –∏þ–¬Ö^(q®±)Ã∆—”ƒœ¬∑i-∂ºï˛2¥±21312Ãñ
ý] æé£∫710065
Îä ‘í£∫+86-(0)29-68714838-802
ǘ ’Ê£∫+86-(0)29-68714839
ý] œ‰£∫nancy@sunrion.com.cn
÷ ôC(j®©) 13149243405
 Æa(ch®£n)∆∑÷––ƒ
Æa(ch®£n)∆∑÷––ƒ ŸY¡œœ¬ðd
ŸY¡œœ¬ðd ÍP(gu®°n)”⁄Œ“ÇÉ
ÍP(gu®°n)”⁄Œ“ÇÉ àD∆¨“ïÓl
àD∆¨“ïÓl